- First a bit of history:
In 1909 Dr. Schoop noticed by chance an incrustation of lead in a wall upon the impact of a ball. He thought that lead adhered to the wall due to the instantaneous fusion resulting from the conversion of the conversion of the live force to heat. He then tried a coating by spraying molten metal, although the first devices resembled evaporators: the molten lead was projected by a violent current of air.
In 1912, Dr. Schoop took another step in the metallization technique when he had the idea of replacing the powder melted during its passage through the torch flame. The method was both more rapid and more industrial: controlling the calibrated feed rate in a flame is easier than that the powder flow rate.
No doubt other methods of protection by metal coating had already proven themselves, such as hot dip “galvanising” or “tinning”, but these are not generally applicable in the sense that they may apply only to finished or semi-finished products such as sheets and profiles. The dip processes, however, cannot be applied to the maintenance or renovation of assemblies or objects with very large volumes.
Protection by spray gun, on the other hand, has a twofold interest: the first is its possible application to any object or structure, which is the case with paints, and the second interest is that of allowing the spraying of a very wide variety of materials.
⇒ The projection types:
|
► THE OXY-GAS FLAME GUN |
|

| ♦ Principles
|
|
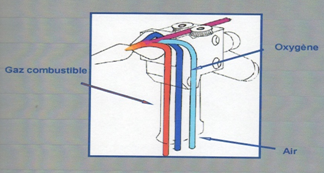
♦ Operation:
A spray torch ensures the fusion and spraying of the metal. A device ensures the metal feed.
► DEPOSITIONS BY THERMAL SPRAYING
|
The filler materials A ared melted and then sprayed onto the substrate O in a gas flow. |
|
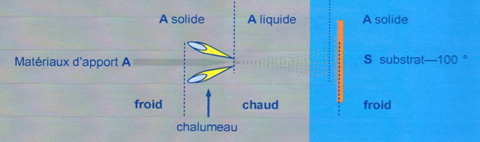
Key: A solid / A liquid / Filler materials A / cold / hot / torch / A
Solid / B substrate / Cold
♦ Key features of this surface coating:
- The process is adapted to geometries of different parts: flat or round.
- Easy implementation of the process: in the workshop or on site
- Low increase in temperature of the substrate less than 100°.
♦ Main characteristics of the depositions:
- Thickness of a few micrometers to a few millimeters
- The porosity of the deposition is an excellent medium for painting
- Possibility of deposition on substrates of different types: metal, plastic, glass, wood, stone, etc ...
⇒ The spraying equipment
|
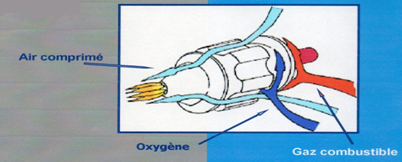
♦ Operation of a flame gun : Fusion is obtained by using a mixture of: - oxy-acetylene, - oxy-propane, - oxy-tetrene, Spral. - natural gas oxy- |
|
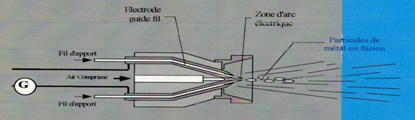
♦ Operation of an electric arc gun:
|
The electric arc is a process of automatic and modular spraying which produces quality coats reproducible in mass production. It allows all depositions with different shades of conductor wires marketed to date. It is particularly well suited to the requirements of reliability and reproducibility required by the production medium and large series. By its simple design, the electric arc is a reliable tool with a very low maintenance cost. |
|
- Surface preparation prior to thermal spraying
The quality of the thermal spray corrosion protection is directly related to the quality of surface preparation.
Blasting abrasive blasting
Process Definition :
This method consists in projecting violently over a predetermined area of an abrasive medium by the compressed air, in order to clean, strip, descaled, preparing a workpiece.This preparation must meet three requirements:
- Free surface oxides, carbon, oil, etc.. This ... is governed by the Swedish ISO 8501.I that specifies a quality stripping Sa3 that is to say, white pickled steel.
- Rough to create a profile that will determine the bonding strength of the coating surface, the value of this profile is measured in Ra (expressed in microns = average between peak and trough of the profile).
- Respect the time: Preparation Projection 8 h in dry, very short time in wet weather.
Roughness required for the projection :
|
Thickness A filed microns |
Zn metal mini Ra |
Al Mg and Al metal mini Ra |
Ra mini metal Dunois |
|
50 |
7-8 |
7-8 |
|
|
100 |
7-8 |
11-12 |
7-8 |
|
150 |
11-12 |
12-13 |
11-12 |
|
200 |
11-12 |
14-15 |
11-12 |
|
250 |
12-14 |
15-16 |
12-14 |
The filler materials
In corrosion, are generally used three materials:
- Son of ZINC
- Son DUNOIS: ZINC ALUMINIUM + (85/15)
- Son ALUMINIUM
Extract ISO 2063: AFNOR NF EN 206 in January 1994 and EN ISO 14919 Setepmbre 2001
|
ZINC |
DUNOIS |
ALUMINIUM |
|
|
TYPE STANDARD EN ISO 14919 |
ZN 99.99
|
ZN 85% + / -1.5 ' AL 15% + / -1 |
A5 99.5 AL / AL Mg 5 Al 99.98 extra pure |
|
THICKNESS: 50 microns 100 microns 150 microns 200 microns 250 microns |
0.58 Kg / m² 1.17kg / m²
|
0.32 Kg / m² 0.63 Kg / m² 0.94 Kg / m² |
0.75 Kg / m² 1.00 Kg / m² 1.50 Kg / m² |
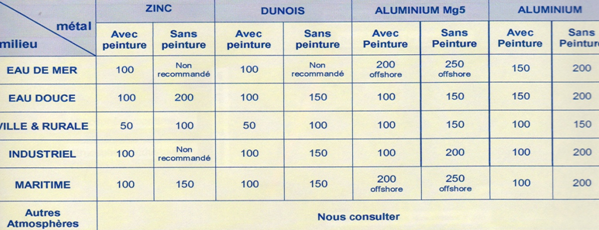
Minimum thickness recommended by the atmosphere: ISO 2063
Deposits life according to their thicknesses
The following charts provide information on the life of the coating. The values were obtained by experiment (resistance to corrosion with a rust attacked by 5% area).
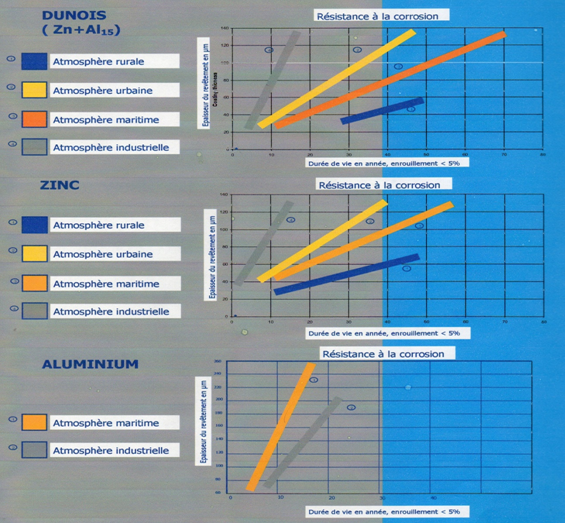
The corrosion performance is highlighted by different accelerated corrosion tests: Industrial SO2 atmosphere, salt fog, synthetic sea water, immersion in solid or liquid fertilizer or, testing sites:
- Industrial
- Maritime-industrial
- Urban.
Zn-Al coatings (85.15) were generally better corrosion behavior and greater than those made from pure Zinc dermal inertia. Their life is almost double for example ten years instead of five years in industrial atmospheres and 3000 instead of 1500 hours salt spray test ISO.
- Duplex System
♦ metallization followed by painting
This technique significantly increases the corrosion resistance combining cathodic protection of zinc or zinc aluminum in an inert organic protection atmospheric chemicals.
The coupling used paintings will be selected based on their compatibility with the metal cover, porosity present in the metal allow a very efficient coupling.