- Un peu d’histoire pour commencer :
En 1909, le docteur Schoop constata par hasard une incrustation de plomb dans un mur à l’impact d’une balle. Il pensa que le plomb adhérait au mur grâce à la fusion instantanée obtenue par la transformation de la force vive en chaleur, il essaya ensuite un revêtement par projection de métal fondu, si bien que les premiers appareils ressemblaient à des vaporisateurs : le plomb fondu était projeté par un violent courant d’air.
En 1912, le docteur Schoop fit faire un nouveau pas à la technique de métallisation lorsqu’il eut l’idée de remplacer la poudre par du fil fondu lors du passage dans la flamme du chalumeau. Le procédé était à la fois plus rapide et plus industriel : le contrôle de la vitesse d’avance d’un fil calibré dans une flamme étant plus facile que celui du débit d’une poudre.
Sans doute d’autres procédés de protection par revêtement métallique avaient déjà fait leurs preuves comme les procédés au trempé de « Galvanisation » ou « d’étamage », mais ceux-ci ne sont pas d’application générale en ce sens qu’ils ne peuvent s’appliquer qu’à des objets finis ou à des demi-produits comme les tôles et les profilés. Les procédés au trempé ne peuvent pas par contre s’appliquer à l’entretien ou à la rénovation d’assemblages ou d’objets de très grands volumes.
La protection par projection au pistolet offre au contraire un double intérêt : le premier est son application possible à tout objet ou toute construction comme c’est le cas pour les peintures, le second intérêt est de permettre la projection d’une très grande variété de matériaux.
⇒ Les types de projection :
| ► LE PISTOLET FLAMME OXY-GAZ |  |
| ♦ Principes | 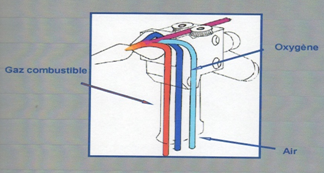 |
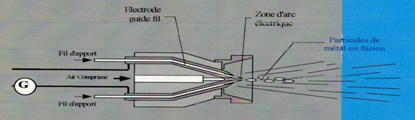
♦ Fonctionnement:
Un chalumeau pulvérisateur assure la fusion et la projection du métal. Un dispositif assure l'alimentation en métal.
► LES DEPOTS PAR PROJECTION THERMIQUE
| Le matériaux d'apport A est fondu puis pulvérisé et projeté sur le substrat S dans un flux gazeux. | 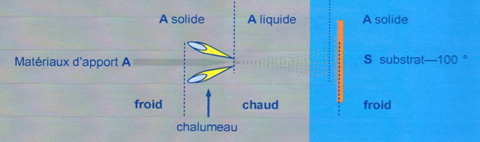 |
♦ Principales caractéristiques de ce traitement de surface:
- Le procédé s'adapte à des géomètries de pièces différentes: planes ou rondes.
- Facilité de mise en oeuvre du procédé: en atelier ou sur chantier
- Faible élévation en température du substrat inférieur à 100°C.
♦ Principales caractéristiques des dépôts:
- Epaisseur de quelques micromètres à quelques milimètres
- La porosité du dépôt est un excellent support pour la peinture
- Possibilité de dépôt sur des substrats de différentes natures: métal, plastique, verre, bois, pierre, etc...
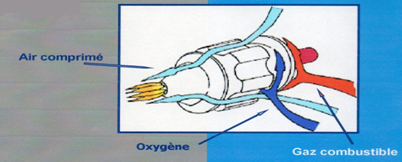
⇒ Les matériels de projection
|
♦ Fonctionnement d'un pistolet Flamme: La fusion s'obtient à l'aide d'un mélange: - oxy-acétylénique,
- oxy-propane, - oxy-tétrène, Spral, - oxy-gaz naturel |
 |
|
♦ Fonctionnement d'un pistolet arc électrique: L'arc électrique est un procédé de projection automatique et modulaire qui permet de réaliser des couches de qualité, reproductibles en fabrication de série. Il permet de réaliser tous les dépôts avec différentes nuances de fils conducteurs commercialisées à ce jour. Il est particulièrement bien adapté aux impératifs de fiabilité et de reproductibilité imposés par la production en moyenne et grande série. De par sa conception simple, l'arc électrique est un outil fiable avec un très faible coût de maintenance. |
 |
- Préparation de surface avant projection thermique
La qualité de la protection anticorrosion par projection thermique est directement liée à la qualité de la préparation de surface.
Le décapage par projection d’abrasif
Définition du procédé :
Ce procédé consiste à projeter violemment sur une surface déterminée un abrasif véhiculé par de l’air comprimé, dans le but de nettoyer, décaper, décalaminer, préparer une pièce. Cette préparation doit répondre à trois impératifs :
- Surface exempte d’oxydes, de calamine, d’huile, etc. … ceci est régit par la norme suédoise ISO 8501.I qui spécifie un décapage qualité Sa3 c'est-à-dire acier décapé blanc.
- Surface rugueuse pour créer un profil dont dépendra la force d’accrochage du revêtement, la valeur de ce profil se mesure en Ra (valeur exprimée en microns = moyenne entre pic et creux du profil).
- Respect de l’intervalle de temps : Préparation Projection 8 h par temps sec, très court par temps humide.
Rugosité demandée pour la projection :
| Epaisseur A déposé en µm | Métal Zn Ra mini | Métal Al et Al Mg Ra mini | Métal Dunois Ra mini |
| 50 | 7-8 | 7-8 | |
| 100 | 7-8 | 11-12 | 7-8 |
| 150 | 11-12 | 12-13 | 11-12 |
| 200 | 11-12 | 14-15 | 11-12 |
| 250 | 12-14 | 15-16 | 12-14 |
Les matériaux d'apport
En corrosion, sont utilisés généralement trois matériaux:
- Fils de ZINC
- Fils DUNOIS : ZINC + ALUMINIUM (85/15)
- Fils d'ALUMINIUM
Extrait norme ISO 2063:AFNOR NF EN 206 Janvier 1994 et NF EN ISO 14 919 Setepmbre 2001
| ZINC | DUNOIS | ALUMINIUM | |
| TYPE NORME NF EN ISO 14 919 |
ZN 99.99
|
ZN 85% +/-1.5' AL 15% +/-1
|
A5 AL 99.5 / AL Mg 5 Al 99.98 extra pur |
|
EPAISSEUR: 50 µm 100 µm 150 µm 200 µm 250 µm |
0.58 Kg/m² 1.17Kg/m²
|
0.32 Kg/m² 0.63 Kg/m² 0.94 Kg/m²
|
0.75 Kg/m² 1.00 Kg/m² 1.50 Kg/m² |
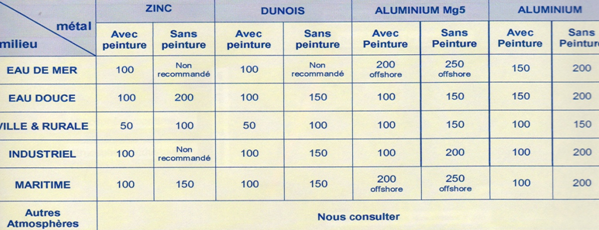
Epaisseurs minimales recommandées selon l'ambiance: Norme ISO 2063
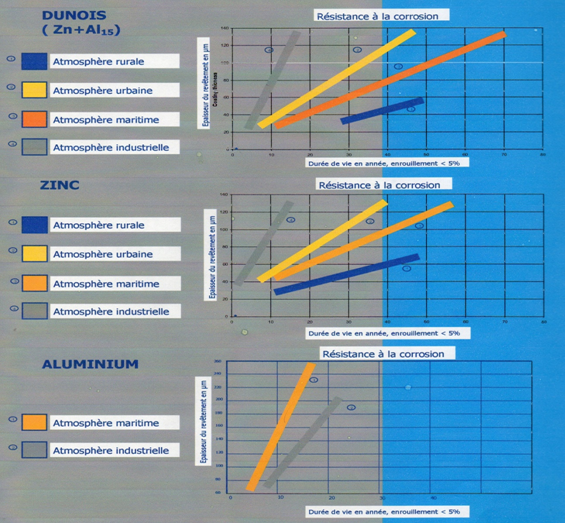
Durée de vie des dépôts en fonction de leurs épaisseurs
Les graphiques suivants donnent des informations sur la durée de vie des revêtement. Les valeurs ont été obtenues par expérience (résistance à la corrosion: avec une surface attaquée par la rouille de 5%).
Les performances anticorrosion sont mises en évidence par différents essais de corrosion accélérée : atmosphère industrielle SO2, brouillard salins, eau de mer synthétique, immersion dans les engrais solides ou liquides ou par, des essais sur sites :
- industriel
- maritime-industriel
- Système Duplex
Cette technique augmente considérablement la résistance à la corrosion alliant la protection cathodique de Zinc ou du Zinc Alu à une protection organique inerte aux agressions chimiques atmosphériques.
De plus cette finition permet de répondre au besoin de coloration des ouvrages d’arts: ponts, écluses, et aux matériels de transport: containers, camions de pompier, engins agricoles.