Shot blasting / Sandblasting

This is a surface preparation process consisting of spraying an abrasive onto the part to be cleaned by means of a lance under pressure.
Different types of projectiles can be used depending on the fragility of the surface and the desired effect:
- The Shot: these are cast iron balls projected at high pressure to obtain a high surface roughness.
 - the sand (synthetic), or sometimes called corrindon provides an average surface roughness. It is mainly used to prepare aluminium or wood because of the lower pressures of projection used.
- the sand (synthetic), or sometimes called corrindon provides an average surface roughness. It is mainly used to prepare aluminium or wood because of the lower pressures of projection used.
- Glass ball, also called shotpeening, is intended for fragile surfaces thanks to its low pressure of use and surfaces and low aggressiveness.
Shot blasting / Sandblasting is primarily used for:
- Stripping and cleaning metal surfaces or non-metal surfaces for restoration or preparation work. It then involves cleaning the part until the steel is clean.
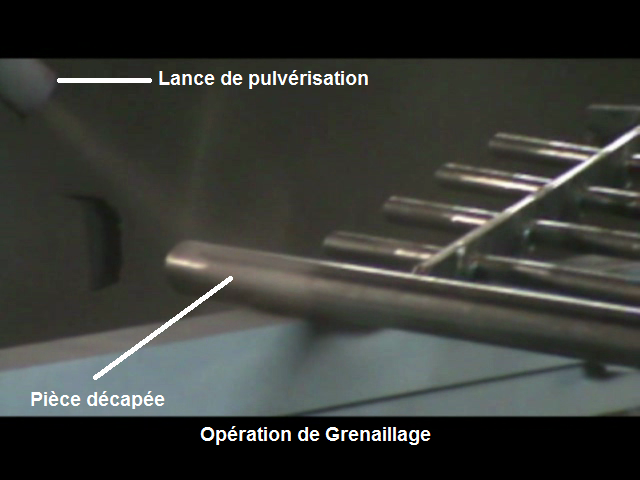
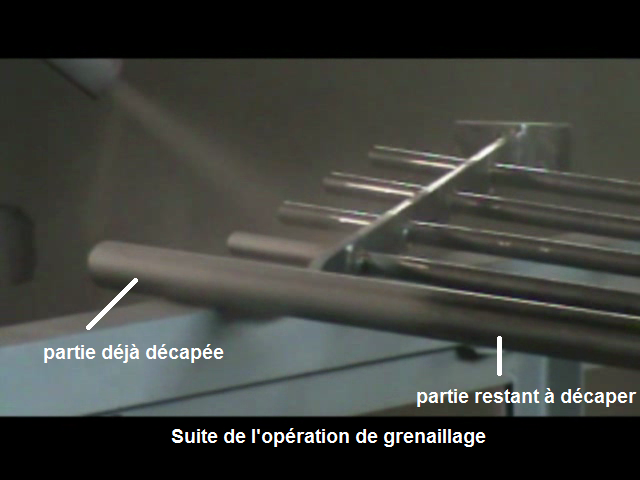
Key: Spray lance; Stripped part; Shot blasting operation; part already stripped; part remaining to be stripped; Shot blasting operating sequence.
- Roughening compatible with the adhesion of a coating or powder paint or liquid paint. This roughness depends on the quality of the abrasive selected, the granulometry, combined with the speed, distance and time of spraying.
The effectiveness of shot blasting has been demonstrated on different types of parts:
- In the presence of rust or scale
- In the presence of contaminating agents such as salts, dust, oil, grease, etc.
Following this operation, it is necessary to carry out thorough dusting for the purpose of the application of further coatings.
The shot blasted surface condition renders the metal very active and sensitive to oxidation. The additional coatings must be applied within very short periods of time.
Shot blasting metals
Characteristics and measurements
- Roughness (Ra, Rt, Rz)
The degree of roughness refers to the height differential between the peaks and valleys. It is measured using a roughness gauge or a comparative gauge. Ra is the arithmetical mean of the absolute values, Rt is the total variance and Rz is the mean roughness.
- The degree of care (Sa) 2. 2.5. 3 Iso 8501-1
This describes the amount of residual scale or rust on the part after coating. Sa 3 represents the clean, uniform part.
The different types of shot blasting: Automatic or Manual
- Automatic
The abrasive is sprayed onto the part by means of turbines rotating between 1000 and 3000 rpm, several turbines constituting the machine with different spray angles to cover the maximum area of the part.
Limit of these machines:
- use of round shot to prevent premature wearing of the machine
- the process is reserved for parts with a simple geometry
- unsuitable for preparation for metallisation because the roughness is insufficient.
- Free Jet
The operator is provided with a self-contained protection suit, and the abrasive is sprayed through a lance with is manually directed. The flow of compressed air containing the abrasive enables the spray to be directed at all points and to be continued until the desired stripping is achieved (hollow, inaccessible area and others ...). The possibility of adjusting the compressed air pressure, the choice of abrasive (material and size) enables almost all types of substrates to be coated, from the metal beam to the classic car.
Abrasives
- Type of abrasive
- Round abrasives strip by friction and inertia. Used in turbine machinery, the surface is matted, with minimum roughness.
- Angular abrasives: these are crushed and screened. This operation creates cutting edges which, when sprayed at high speed, strips the surface mechanically. The erosion reduces the size of the product but restores sharpness. The residues are converted to dust.
- Those commonly used in our business
because of the major health risk of “silicosis” |
sandblasting operations. Good hardness but rapid wear. |
Ca used instead of corundum silicate. Its 1360 Knopp hardness causes rapid erosion. |
the replacement of sand, good erosion resistance. Wear: 8 cycles or 8 successive uses.
The advantage is that the abrasive can be applied at all times (glass, aluminium, wood, Stone, etc.) but the downside is that its wear generates a large amount of dust and waste that is difficult to dispose of. |
The grains are called “angular”, i.e. exhibiting several sharp edges. The shots are used for the same mechanically stripping purposes as the sands and corrindons.
The advantage: the erosion is less than corundum, less dust and shocks fracturing the grains restore the trim of the material.
The disadvantages: the abrasive rust and contaminates the parts. It is prohibited for use on stainless steel. Particles trapped in the parts can give rise to rust runs and mechanical obstructions. |
Knopp, resistance to erosion is higher therefore less dust, and a higher Cycle number. The cutting edges are resistant and result in homogeneous, high quality work.
Advantages: good resistance of the media to shock, sharp edges, more durable grains, lower consumption. The disadvantages are the same as for hematite cast iron, risk of oxidation of the grains trapped in the parts, and risk of mechanical obstruction due to stray shot. |
generates less dust and seems less susceptible to wear.
Advantages: this noble abrasive allows the coating of the parts reserved for corundum (stainless steel, galvanised steel, aluminium) parts, very little consumption and little dust. Disadvantages: its price is five times higher than steel sand, and the same criticism regarding mechanical obstructions. |
stainless steel, the effect produced by the impact of the balls on the surface strips and sweeps the dirt leaving a satin finish. This technique is sometimes used to create effects with masking. |
Various abrasives: an entire family of different products, for information
- Nitrogen spray in crystals (no residue)
- Plastic abrasives different hardnesses
- Vegetable abrasive
- Peeling
These products have very specific applications:
⇒ Cleaning electrical components
⇒ Stripping paint coat by coat in aeronautics
⇒ Renovation of facades